Asset Management Solutions
TAPS – Tank Annular Plate Scanner
Inspection Problem :-
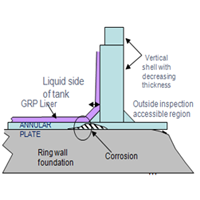


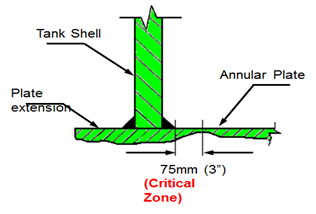
Corrosion detection in the annular plate region of aboveground storage tanks is a critical need for tank farm operators in the oil and gas industry. The critical zone between the tank shell wall and the first few inches of the annular plate is difficult to inspect with conventional floor scanning methods due to the presence of coatings, uneven surfaces and a lack of access due to the presence of the weld toe.
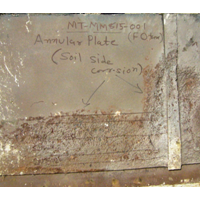
This region, however, is prone to accelerated corrosion due to the additional stresses caused by the weight of the tank wall and the increased possibility of water entrapment under the annular plate. Repairs in this region demand replacement of the entire annular plate and this leads to long shutdown of the tank, and often failures occur without any warning.
Standard inspection techniques often include emptying the tanks for internal inspections, which implies large periods of operational unavailability, with expensive, time consuming and hazardous cleaning processes, involving safety issues to workers. For safety and environmental reasons, the Magnetic Flux Leakage (MFL) technique is one of the commonly used methods for carrying out this inspection. Alternatively, Acoustic Emission (AE) has also been shown to indicate regions of corrosion activity. Accessibility to this zone of the annular plate (very close to and/or under the retainer wall) is highly restricted and hence poses difficulties when using the currently available MFL and similar floor scanning NDE methods.
Our Solution : HOMC GUIDED WAVE BASED TAPS

A new concept for the improved inspection of corrosion under the annular plate region in large storage tanks using a medium-range ultrasonic guided wave technique that uses a collection of Higher Order Modes Clusters, called here as HOMC has been developed. This technique employs the piezo-electric mode of generation of ultrasonic guided waves modes with appropriate wedges. Ultrasonic guided waves (axial mode waves, in this case) once generated will be reflected from corrosion and other features on the annular plate. Inspection can be carried out from the outside of the tank even when the tank is in service.
Some of the advantageous features of the HOMC include the high frequencies, minimal displacement at the plate surfaces, and its non-dispersive nature, which will allow the user to inspect inaccessible regions that are normally difficult using conventional guided wave techniques that employ single modes.
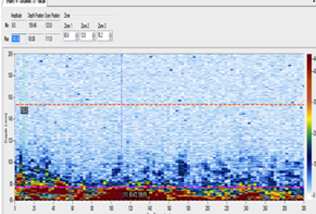
Experimental data obtained from the calibration sample with programmed defects and on field tests show that the size and location of the defects correlates well with the time-of flight and amplitude ratio of the reflected signals from the defects. A and B-scan images were used to visualize and quantify the defect size and location.
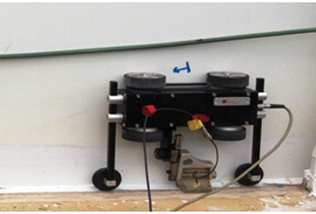
A Robotic Scanner called TAPS (Tank Annular Plate Scanner) has been developed and tested to ensure high speeds of inspection in line with industry requirements
CUPS – Corrosion Under Pipe-support Scanner
Inspection Problem :-




Pipelines are supported at intermediate distances by pipe supports. Corrosion is more prone to occur at these support regions of pipelines due to the presence of all the key ingredients needed to accelerate corrosion like water, minerals, and the stress concentration in the presence of a crack. The common types of corrosion at the supports include corrosion spread along the circumferential or longitudinal direction of the pipe. In most cases the corrosion defect at the support locations is localized in nature with smaller pitting corrosion.
In order to mitigate the corrosion to pipes at these locations, the industry often resorts to providing a sacrificial plate (often called sacrificial welded pad) that is placed in between the pipe and the support. The plate is tack welded around the boundaries of the plate. However, it has been observed that while this sacrificial pad reduces corrosion, it does not completely prevent it. The inspection of the pipe in this region with the welded pad is more difficult in comparison to the scenario without the pad.
Among the various techniques used for the detection of corrosion like defect in pipelines, ultrasonic NDE plays a major role. To perform a conventional ultrasonic inspection in such inaccessible region (i.e. at support locations), the pipes have to be lifted out of the supports, which involves complete shutdown of the flow lines and the risk of stressing a pipe that would have been already weakened by corrosion.
Hence, it is necessary to come up with an alternate method of NDE inspection where the hidden portion of the pipelines is inspected without disturbing the structural arrangement.
Our Solution : HOMC GUIDED WAVE BASED CUPS
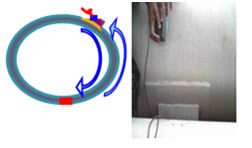
A new concept for the improved inspection of corrosion at the support region of pipelines using a short-range ultrasonic guided wave technique that uses a collection of Higher Order Modes Clusters, called here as HOMC has been developed. Ultrasonic guided waves (circumferential or axial modes), once generated will be reflected from corrosion and other features on the pipe. Inspection can be carried out from the accessible portion of the pipe .
Circumferential guided wave modes are used for most pipe sizes, however, in larger diameter pipe where the support pad welded extends over nearly one half of the circumference, the axial guided wave mode will be more advantageous to deploy.
Some of the advantageous features of the HOMC include the high frequencies, minimal displacement at the pipe surfaces, and its non-dispersive nature, which will allow the user to inspect inaccessible regions that are normally difficult using conventional guided wave techniques that employ single modes.
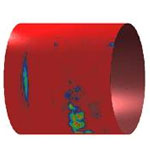
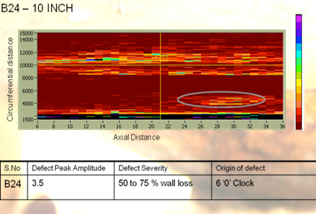
Experimental data obtained from the calibration sample with programmed defects and on field tests show that the size and location of the defects correlates well with the time-of flight and amplitude ratio of the reflected signals from the defects. A and B-scan images were used to visualize and quantify the defect size and location.
A Semi-Automated Scanning system called CUPS (Corrosion Under Pipe-support Scanner) has been developed and tested to ensure high speeds of inspection in line with industry requirements .